
电焊设备是利用电能,通过加热加压,即正负两极在瞬间短路时产生的高温电弧,来熔化电焊条上的焊料和被焊材料,借助金属原子的结合与扩散作用,使两件或两件以上的焊件牢固的连接在一起的设备。它具体由焊条、电焊机、电焊钳、接地夹和连接线组成。按输出电源种类可分为两种,一种是交流电焊机、一种是直流电焊机。

电焊设备
焊条
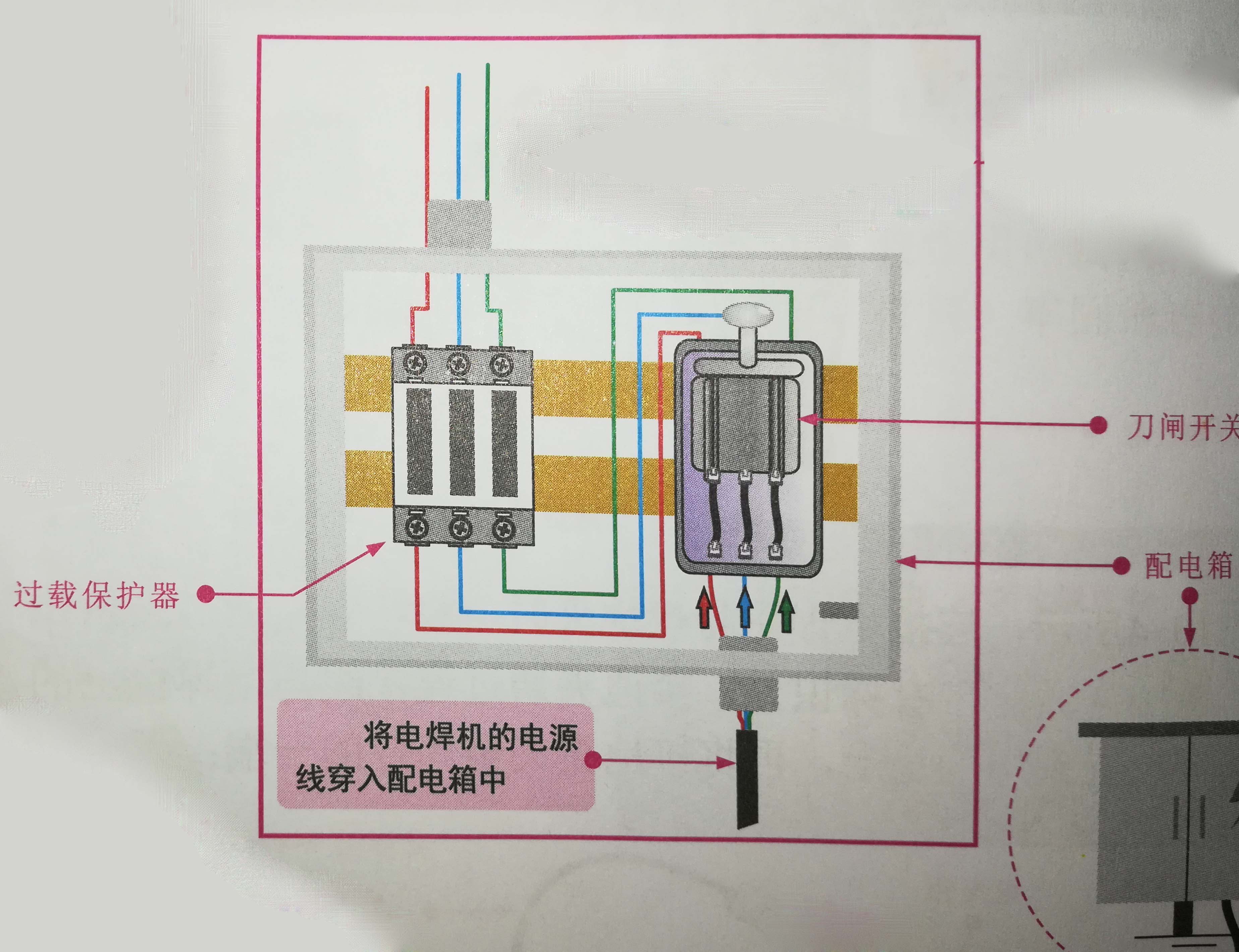
电焊机结构十分简单,就是一个大功率的变压器。他们利用电感的原理,电感量在接通和断开时会产生巨大的电压变化,利用正负两极在瞬间短路时产生的高压电弧来熔化电焊条上的焊料,来使它们达到原子结合的目的。如下图:

一款直流电焊机

一款交流电机
两者区别:



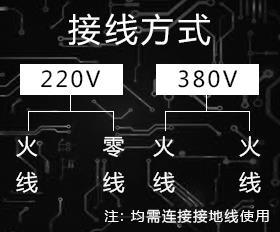
电源输入线通常有3种解法:1,一根火线、一根零线、一根地线;2,两根火线,一根地线;3,3根火线,一根地线。

电焊机输出线除交流电焊机无区分外,但直流焊机是分正负的:
直流焊机正极性接法:直流电焊机的极性接法是以工件做参照物的,即焊接工件接电焊机输出的正极,焊把(钳)接负极。正极性接法电弧具有硬特性,电弧窄、陡,热量集中,穿透力强,用相对较小的电流可获得较深的熔深,形成的焊道(焊缝)窄,同时焊接方法也容易掌握,也是使用最广泛的接法。
直流焊机负极性接法(也叫反极性接法):工件接负极,焊把接正极。负极性接法电弧特性软,发散,熔深浅,电流相对大,飞溅大,适用于有特殊焊接工艺要求的地方,比如封底后盖面,堆焊,焊道要求宽而平坦的地方,焊接薄板及特殊金属等。负极性接法焊接不容易掌握,平时用得也比较少。另外使用碱性低氢型焊条时,反接比正接电弧稳定,飞溅量少。
至于焊接时是使用正极性接法还是使用负极性接法,要根据焊接工艺,焊接条件要求及焊条材质决定。
如何判断直流电焊机输出的极性:正规的焊机在输出接线端子或接线板上都标有+、-号,+表示正极,-表示负极。如果没有标注正负极,则可采用以下方法来判别。
1)经验法。当使用低氢型(或碱性)焊条进行焊接时,若电弧燃烧不稳定、飞溅大、声音暴烈,则说明使用的是正接法;反之则为反接法。
2)炭棒法。采用炭棒法判断正接法或反接法时,也可通过观察电弧等的情况来判别:
a.若电弧燃烧稳定,炭棒烧损较慢,则为正接法。
b.若电弧燃烧不稳定,炭棒烧损剧烈,则为反接法。
3)万用表法。采用万用表判断正接法还是反接法的方法与步骤是:
a.将万用表置于直流电压最高量程挡(100V以上),也可采用直流电压表。
b.将万用表表笔分别与直流电焊机的接线柱相碰,若发现万用表的指针顺时针偏转,则此时与红表笔相接的电焊机的接线端为正极,另一端即为负极。如果用数字万用表进行测试,出现负号时,说明红笔接的是负极,不出现任何符号,说明红笔接的是正极。
 境珧保险柜用户售后服务中心实时反馈-今-日-更-新(境珧保险柜保险柜怎么打开)
2025-09-12 18:07:44
斯特堡保险柜维修服务中心|全天24小时服务热线实时反馈全+境+到+达(斯特堡保险柜机械保险柜密码怎么转)
2025-09-12 18:06:42
日悦星辰保险柜用户售后客服中心实时反馈全+境+到+达(日悦星辰保险柜保险柜怎么报警器)
2025-09-12 18:04:33
贝杰斯保险柜故障?售后热线来啦(贝杰斯保险柜买保险柜怎么选)
2025-09-12 18:03:00
铁豹保险柜售后服务维修号码实时反馈-今-日-资-讯(铁豹保险柜保险柜没有电了怎么开)
2025-09-12 18:00:39
境珧保险柜用户售后服务中心实时反馈-今-日-更-新(境珧保险柜保险柜怎么打开)
2025-09-12 18:07:44
斯特堡保险柜维修服务中心|全天24小时服务热线实时反馈全+境+到+达(斯特堡保险柜机械保险柜密码怎么转)
2025-09-12 18:06:42
日悦星辰保险柜用户售后客服中心实时反馈全+境+到+达(日悦星辰保险柜保险柜怎么报警器)
2025-09-12 18:04:33
贝杰斯保险柜故障?售后热线来啦(贝杰斯保险柜买保险柜怎么选)
2025-09-12 18:03:00
铁豹保险柜售后服务维修号码实时反馈-今-日-资-讯(铁豹保险柜保险柜没有电了怎么开)
2025-09-12 18:00:39